
Еліптичні і торосферичні днища: особливості конструкції і виробництва, розрахунок днищ по напруженням
Еліптичні і торосферичні днища: особливості конструкції і виробництва, розрахунок днищ по напруженням
Зміст
1. Еліптичні днища
2. Торосферичні днища
3. Розрахунок еліптичних і торосферичних днищ
Конструкція будь-якого граматичного судини або апарату має два днища, які приварюються до обичайки корпусу або до корпусним фланців. Залежно від технічних вимог ємності можуть комплектуватися різними типами днищ: еліптичними, сферичними, плоскими, конічними.
У різних галузях промисловості (нафтогазової, хімічної, харчової) вважається, що найбільш оптимальною конструкцією днищ є еліптична, так як за рахунок геометричної форми вона володіє високими характеристиками міцності, добре витримує перепади тиску в ємності і гідродинамічні удари (наприклад, в ресіверах і повітрозбірника) .
У даній статті ми докладно розглянємо конструктивні відмінності і особливості застосування, конструкції і виготовлення схожих зовні еліптичних і торосферичних днищ.
Особливості застосування, конструкції і виробництва еліптичних днищ
Еліптичні днища призначені для експлуатації при високому тиску до 16 МПа в якості деталей ємностей і апаратів, (особливо, підлягають реєстрації в Ростехнагляді), ресиверів, сепараторів, відстійників, котлів, реакторів і реакторних колон, а також заглушок на магістральних трубопроводах (діаметром до 720 мм .) і т. д.
Готове еліптичне днище має дві частини: опуклий еліпсоїд і циліндричну відбортований обичайку (борт). Завдяки своїй формі, а саме, поступового і плавного зменшення радіуса кривизни еліптичної частини в бік бортів, досягається рівномірний і більш ефективний розподіл згинальних напружень без їх концентрації, що дозволяє експлуатувати ці днища при високому тиску.
Корпус технологічного апарату приварюється до циліндричної обичайки, яка необхідна для того, щоб зварений шов не проходив занадто близько до зігнутої частини, так як це призводить до збільшення напруги на днище.
Виробництво еліптичних днищ
Для отримання потрібної форми можуть використовуватися технології гарячої або холодної штампування.
Днища виготовляються з листового металопрокату, а саме, круглої плоскої заготовки, якій надається потрібні форма і габарити згідно ГОСТ 6533-78. Також можливий випуск еліптичних днищ НЕ типових розмірів і розмірів, які застосовуються в апаратах високого тиску, як наприклад, у реакторах АЕС.
Залежно від технології виготовлення днища діаметром до 1200-1500 мм виробляються як з цільної заготовки (без зварних швів), яку отримують з листового металопрокату шириною 1500-2000 мм, так і з пелюсток. Якщо виробничі потужності заводу дозволяють, навіть днища діаметром до 4000 мм можуть виготовлятися з цільної заготовки, отріманої з металопрокату шириною 4500-5000 мм.
Якщо заготовки складаються з декількох зварених між собою частин, то відстань від осі заготовки до центру шва (l1 і l2) залежить від розташування шва. Так, для варіантів а, б, г, е і м ця відстань не повинна перевищувати 1/5 діаметра днища. У варіантах в, д, ж, і, до, л - не менше 1/5. (Див. Рис. 1 за ГОСТ 34347-2017)
Малюнок 1. Розподіл зварних швів від осі заготовки

Розташування швів в заготовках еліптичних днищ
Гаряче штампування здійснюється згідно СТО 00220256-001-2005, яким регламентується випуск днищ з товщиною стінки 4-60 мм для ємностей з діаметром 400-4000 мм.
Цей метод являє собою попередній нагрів заготовки з подальшим видавлюванням на гідравлічних пресах необхідної форми, а саме, діаметра бортів і глибини еліптичної частини.
Залежно від товщини заготовки і марки сталі на виробництві вибирається температурний режим початку (600-1180ºС) і закінчення (550-950ºС) штампування і час витримки заготовки (1-2,5 хвилини на 1 мм товщини).
Для додання заготівлі потрібних габаритів в заводських умовах розраховується зусилля преса, яка необхідна для отримання заданих габаритних розмірів еліптичних днищ. Воно (зусилля) розраховується за формулою:
P = π x DДН х S x σВ х n, де:
DДН - середній діаметр днища, мм
S - товщина заготівки, мм
σВ - тимчасовий опір розриву матеріалу заготовки при температури штампування, кгс / см2
n - поправочний коефіцієнт в залежності від коефіцієнта витяжки (m = Dдніща / Dзаготовкі)
Завдяки точним і правильним є розрахунками у процесі виробництва досягається рівномірний розподіл тиску і зміна радіуса заготовки від бортів до центру, а отже, може гарантуватися високу якість днищ з дотриманням необхідних геометричних розмірів.
Технологія холодного штампування відрізняється від гарячого штампування лише відсутністю попереднього нагріву заготовок. Детально про даний метод Ві можете прочитати тут.
Специфіка торосферичних днищ
Торосферичні днища виготовляються на діаметр від 320 мм до 8000 мм і товщиною стінки від 2 мм до 40 мм
Вони є окремим випадком сферичних днищ: для них також характерно, що R≤D, альо в конструкції передбачений тороидальний перехід з радіусом r, тобто днище складається з двох частин - елементів тора і сфери. Торів частина - це циліндричний "борт" днища, а сферична - опуклий елемент. Через "сплюсненої" форми сфери багато фахівців говорять про три складових торосферичних днищ - це плоска (центральна) частина, торів перехідна частина від сфери до циліндричної частини (бортах) і циліндричний елемент.
Залежно від експлуатаційних особливостей судин і ємностей, торосферичні днища випускаються в трьох основних конструктивних виконаннях:
Тип днища Схема Геометричні характеристики
Тип А торосферичні днище, тип А R≈ D
s = 4 ... 26 mm
r ≥ 0,095 D
h ≥ 3,5 s
H = h + (≥0,2 D)
Тип торосферичні днище, тип R≈ 0,9 D
s = 4 ... 26 mm
r ≥ 0,170 D
h ≥ 3,5 s
H = h + (≥0,25 D)
Тип З торосферичні днище, тип R ≈ 0,8 D
s = 4 ... 26 mm
r ≥ 0,150 D
h ≥ 3,5 s
H = h + (≥0,255 D)
детальну інформацію дивіться тут
Виробництво торосферичних днищ
При виготовленні застосовуються такі методи як холодне штампування / видавлювання або фланкуванням з наступною термообробкою. Традиційно сферична частина виробляється штампуванням або з використанням пресів, а циліндрична - із застосуванням роликів різного діаметра (метод фланкуванням). Днища великого діаметра (понад 2000 мм) можуть бути повністю виготовлені за допомогою технології фланкуванням. Обидва спосібі дозволяють випускати торосферичні днища довільних розмірів на вимогу замовника.
Як і у випадку з еліптичними днищами, торосферичні виробляються з заготовок, які, в залежності від необхідного діаметра, можуть бути безшовним або звареними. Розташування зварного шва в заготовках також регламентується ГОСТом 34347-2017 (див. Рис. 1).
Процес виготовлення відбувається поетапно: спочатку на пресах видавлюється сфера, радіус якої впливає на її висоті: для меншого радіуса сфери потрібно більша висота, і навпаки. Далі на фланжіровочних машинах формується радіус відбортовки, тобто перехід від сфери до циліндричних бортах, і безпосередньо самі борті. Завершальним етапом є термообробка, яка знімає напруження металу і підвищує механічні властивості металу.
За рахунок комбінованого способу виготовлення торосферичних днищ, вони можуть випускатися будь-якого діаметру без типізації габаритів, так як не потрібно спеціальне оснащення. Максимальна геометрична точність розмірів і відсутність необхідності у видаленні окалин також є істотними перевагами даної технології.
Розрахунок еліптичних і торосферичних днищ
При проектуванні торосферичних і еліптичних днищ, а саме, для розрахунку габаритних розмірів і сприйманого тиску, слід керуватися розрахунковими схемами, наведеними в ГОСТ 34233.2-2017 "Судини і апарати. Норми і методи розрахунку на міцність. Розрахунок циліндричних і конічних обичайок, випуклих та плоских днищ і кришок ":
Еліптичне днище

торосферичні днище

Враховуються необхідні габаритні розміри, розрахункова температура, напуга, що допускається металу, до збільшення розмірів і інші параметри.
Для розрахунку товщини днища і допускається надлишкового тиску застосовуються такі формули:
Розрахунок товщини днища Допустиме тиск
Еліптичні днища S1≥S1p + C, де
S1p = p + R / 2φ (δ) -0,5 p [p] = 2 [δ] p (s1-c) / R-0,5 (s1-c)
Торосферичні днища S1≥S1p + C, де
S1p = pD1β1 / 2φ [δ] [p] = 2 (s1-c) φ [δ] / D1β1
D - діаметр днища, з - сума збільшень до розрахункових товщинам, c1 - надбавка для компенсації корозії / ерозії, p - розрахунковий тиск, [p] - допустиме тиск, s - виконавча товщина обичайки судини, s1p - розрахункова товщина днища, s1 - виконавча товщина днища, β, β1 - коефіцієнти форми днищ, [δ] - допустиме напруження при розрахунковій температури, φ - коефіцієнти міцності зварних швів
За рахунок схожості параметрів часто постає питання, який тип днища витримає більший тиск при рівних геометричних параметрах.
Одним із способів розрахунків є розрахунок днищ по допустимому напрузі, яке регламентується вимогами ГОСТ 34233.1-2017 "Судини і апарати. Норми і методи розрахунку на міцність. Загальні вимоги" (Додаток А).
Для прикладу, булі проведені експериментальні розрахунки еліптичних і торосферичних днищ при рівних технічних параметрах:
Параметри Еліптичне днище торосферичні днище
Діаметр внутрішній Dвн, мм 2000 2000
Товщина s, мм 10 10
Висота опуклою частини 0,25 Dвн 0,25 Dвн
Внутрішній радіус відбортовки, мм - 350
Внутрішній радіус кривизни центральної частини, мм - 2000
матеріал 09Г2С
Температура, ºС 20
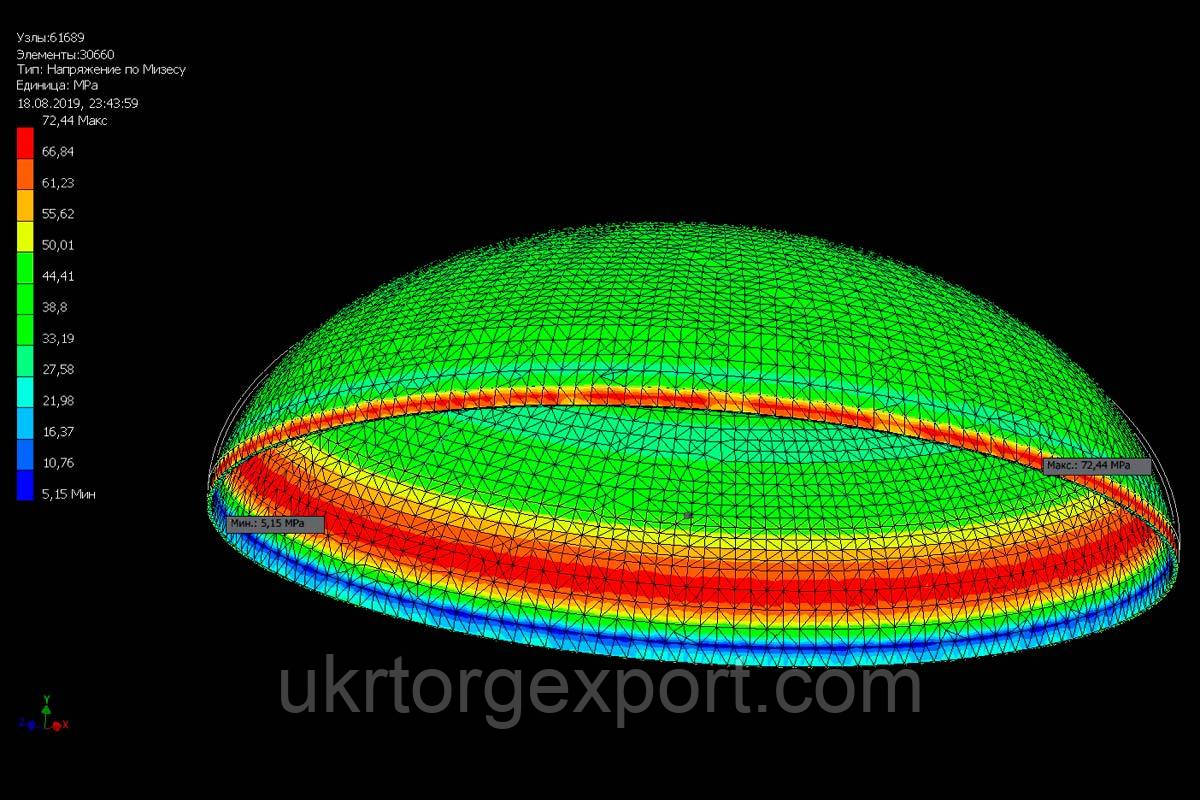
Для наочного зображення сприймаються напружень на обидва типи днищ однакового діаметра і працюють при однаковому тиску були побудовані карти розподілу напружень:
Тиск Еліптичне днище торосферичні днище
0,5 МПа
Розподіл напружень в еліптичному днище при тиску 0,5 МПа

Розподіл напружень в торосферичні днище при тиску 0,5 МПа

1,2 МПа
Напрузі в еліптичному днище при тиску 1,2 МПа

Розподіл напружень в торосферичні днище при тиску 1,2 МПа

2,0 МПа
Розподіл напружень в еліптичному днище при тиску 2,0 МПа

Розподіл напружень в торосферичні днище при тиску 2,0 МПа

На картах розподілу напружень видно, що при заданих однакових габаритних розмірах еліптичне днище схильне меншій напрузі:
Тиск Максимальна напуга в днище, МПа Норма допустимої напруги
по ГОСТ 34233.1-2017, МПа
еліптичному торосферичні
0,5 МПа 72,44 115,7 196
1,2 МПа 173,9 277,7
2,0 МПа 289,8 462,8
Виконані розрахунки підтверджують, що конструктивні особливості еліптичних днищ дозволяють витримувати великий тиск у порівнянні з торосферичні, а значить, вони більшою мірою застосовні в ємкостях та апаратах високого тиску. До того ж, проведені розрахунки показали, що при однаковому тиску еліптичні днища можна виготовляти меншої товщини (в порівнянні з торосферичні).
висновок
Незважаючи на істотні відмінності між еліптичними і торосферичні днищами і відмінні переваги шкірного, обидва типи знаходять своє специфічне застосування в різних галузях. Обидві конструкції виробляються способами, які забезпечують збереження геометричних форм і герметичності технологічного апарату, котла або трубопроводу високого тиску протягом усього терміну служби виробів.
Список використаної літератури
ГОСТ 34347-2017 "Судини і апарати стальні зварні. Загальні технічні умови"
ГОСТ 34233.2-2017 "Судини і апарати. Норми і методи розрахунку на міцність. Розрахунок циліндричних і конічних обичайок, випуклих та плоских днищ і кришок"
Бердник В. М., Владимиров Б. Є., Коломієць Р. В. Розрахунок і конструювання тонкостінних апаратів харчових, хімічних і нафтохімічних виробництв. Новочеркаськ, 2013.
Лізин В. Т., Пяткіна Ст. А. Проектування тонкостінних конструкцій. Москва, 1976.
Бєляєв В. М., Миронов В. М. Конструювання і розрахунок елементів обладнання галузі. Тонкостінні судини і апарати хімічних виробництв. Томськ, 2016 р
Феодос'єв В. І. Опір матеріалів. М., 2016.
Тимошенко С. П. Курс теорії пружності. Київ, 1972.

 Розміри та допуски на розміри стрічки нержавіючої
Розміри та допуски на розміри стрічки нержавіючої